作者:李兆华
全文字数:644
阅读时间:2分钟
上周和一位经营者交流,她提到:「我以为丰田生产方式只处理制造的问题,但看了李老师专栏,也谈到销售与订单。」(参考:1. ;2. )我回答:「销售与制造是一体的,制造部门不但要满足好不容易得到的订单,还要让顾客一试成主顾,但常见『一单顾客』。销售人员不得不为新顾客而焦头烂额。」
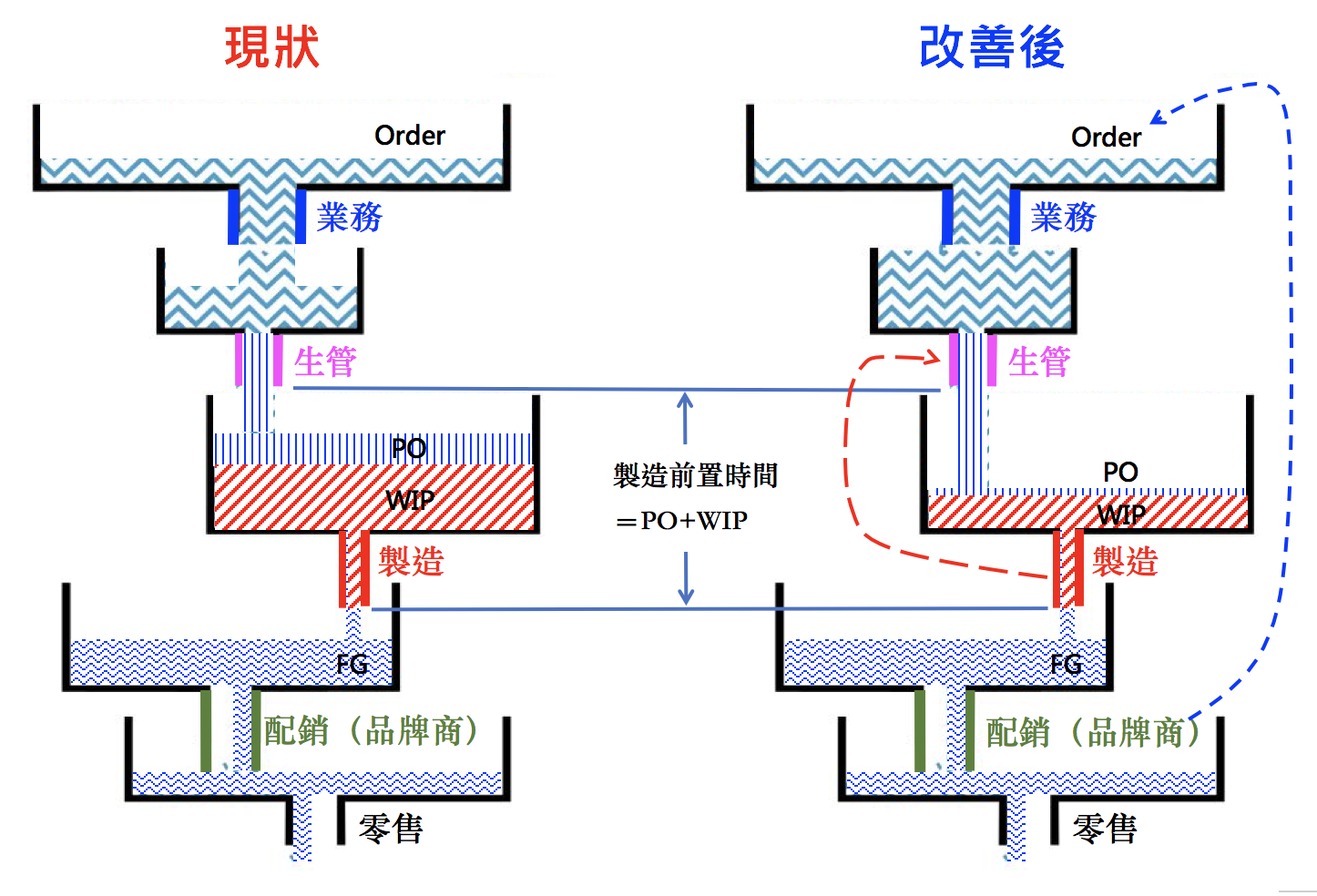
从网络上下载了marris consulting的商标,将我看到普遍的现象修改成上图。先来看左图:
1 业务接到订单后输入计算机,交给生管,计算机根据各项前置时间参数,由生管在必要的时候发出指令给制造部门
2 因制造前置时间长,所以制造部门拥有大量的制令,部分就开始制造,成为wip。为防止落后,大都尽早开始生产。
3 因此,制造现场有许多wip。管理困难就不再赘言。
比较丰田生产方式的做法,请看右图:
1 最大的差异在于经由各种改善,「制造前置时间」比传统的公司缩短了很多。例如每天只发出一天份的制令,现场也只有少数的wip。
2 那么接到的订单都在哪里呢?都在「生管」处,尚未发给现场的订单。因此,可在发出前做任何修改,而可满足顾客与充分活用资源。就如在高铁发车前若干时间,可接受顾客修改车票一样。
的确丰田生产方式的重点在制造现场,因为它往往是整个供应链中最弱的一环,当它的改善效果可藉由「缩短前置时间」来表现时,其他部门的改善就容易多了。
从上图可以看出,整个「从接单到交货的时间」就是处理、加工「订单、制令、wip」时间的合计。制造现场低wip即可运作的体质,将为整个销售制造系统带来颠覆性的变化。因此我说:「丰田生产方式从思考『如何降低wip』着手,质量、交期、成本也都将随之改善。」